平 成 2 6 年 度
研 究 報 告 書
〜 平 成 2 5 年 度 実 施 分 〜
⽬ 次
1.
製 品 開 発 ⽀ 援 担 当
県 産 ス
ヒ ノ キ 等 未 利 用 材 の 高 付 加 価 値 化 及 び 商 品 化 研 究
第
2
報
... 1
3D
プ
ン タ 活 用 に
け る 造 形 技 術 等 の 研 究
... 6
油 の 微 生 物 分 解 処 理 技 術 の 一 般 化 に 関 す る 研 究
そ の
7 ... 10
2.
電 ⼦ ・ 情 報 担 当
ネ ッ ト ワ ー ク ア ナ ラ イ
活 用 の 基 礎 技 術 に 関 す る 研 究
... 12
イ チ ゴ 収 穫 シ
ュ
ー タ に 関 す る 研 究
... 18
3.
電 磁 ⼒ 担 当
局 所 ベ ク ト ル 磁 気 特 性 測 定 に
け る 漏 洩 磁 界 の 影 響
... 23
4.
機 械 ・ ⾦ 属 担 当
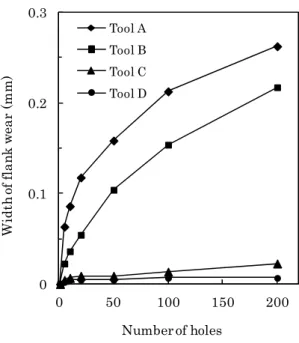
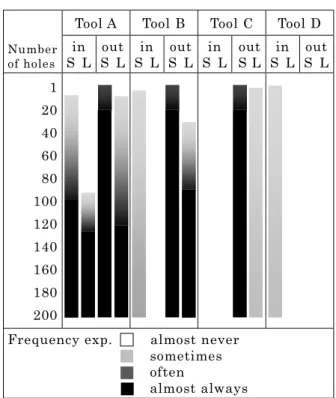
CFRP
よ び 難 削 性 金 属 材 料 の 加 工 技 術 の 開 発
第
1
報
... 29
難 燃 性
ネ シ ウ
合 金 鋳 造 材 の 不 純 物 制 御 に 関 す る 研 究
第
1
報
... 34
九 州 連 携
CAE
研 究 会 に
け る 解 析 事 例 の 検 証
... 39
軽 量
高 剛 性 材 料 の
削 加 工 技 術 の 開 発
... 44
5.
⼯ 業 化 学 担 当
水 質 分 析 に
け る 固 相 抽 出 前 処 理 の 不 確
さ に 関 す る 研 究
... 49
6.
⾷ 品 産 業 担 当
塩 干 品 の 品 質 安 定 化 技 術 の 開 発
第
2
報
... 54
塩 干 品 の 品 質 安 定 化 技 術 の 開 発
第
3
報
... 59
成 熟 カ ボ ス の 加 工 利 用 に 関 す る 研 究
第
2
報
... 64
青 果 物 鮮 度 保 持 包 装 に 関 す る 研 究
... 68
生 鮮 食 品 の 輸 送 に 関 す る 研 究
... 72
貯 蔵 麦 焼 酎 の 安 定 性 に 関 す る 研 究
... 78
酒 類 の 成 分 分 析 に 関 す る 研 究
... 81
県 産 ス
ヒ ノ キ 等 未 利 用 材 の 高 付 加 価 値 化 及 び 商 品 化 研 究 ( 第
報 )
兵 頭 敬 一 郎
*佐 藤 幸 志 郎
*久 恒 雄 一 郎
* *氏 家 誠 司
* * **
大 分 県 産 業 科 学 技 術 セ ン タ ー * *
久 恒 森 林 株 式 会 社 * * *
大 分 大 学 工 学 部
R e 上 e ぐ ち 続 h
ぐ n こ
続 o m m e ち 続 i ぐ せ i ど ぐ 下 i o n
o f
h i g h - 不 ぐ せ つ e - ぐ こ こ e こ
継 と
つ n つ 上 e こ
続 e こ ぐ ち
ぐ n こ
続 と た ち e 上 上
o f
O i 下 ぐ P ち e f e 続 下 つ ち ぐ せ P ち o こ つ 続 下 ( 下 h e 「 n こ ち e た o ち 下 )
K e i i 続 h i ち o H Y O ) O
*, K o つ 上 h i ち o つ S A T O 判
*, Y つ i 続 h i ち o H I S A T S 判 N E
* *, S e i す i 判 J I I E
* * **
O i 下 ぐ I n こ つ 上 下 ち i ぐ せ R e 上 e ぐ ち 続 h I n 上 下 i 下 つ 下 e , * *
H i 上 ぐ 下 上 つ n e F o ち e 上 下 ち と ( o . , L 下 こ . , * * *
F ぐ 続 つ せ 下 と o f e n g i n e e ち i n g , O i 下 ぐ
判 n i 不 e ち 上 i 下 と
要
旨
大 分 県 の 貴 重 地 域 資 源 で あ る ス や ヒ ノ キ 等 の 林 地 未 利 用 材 の 価 値 を 見 出 し , 循 環 利 用 と 多 段 的 カ ス ケ
ー 利 用 の 組 合 わ せ に よ る 生 産 モ ル を 構 築 し , 商 品 化 に 向 け た 課 題 を 解 決 す る た の 研 究 を 進 た .
研 究 内 容 と し て , ア テ ラ ー 用 の 精 油 や エ ッ セ ン シ ル ウ ー タ ー , 香 を 拡 散 す る た の ュ ー
ー の 試 作 開 発 , 精 油 抽 出 残 渣 の ペ ッ ト 化 に よ る 抽 出 用 燃 料 と し て の 利 用 の 取 組 を 行 た . 当 研 究
で 開 発 し た ュ ー ー の 一 部 商 品 化 し , エ ッ セ ン シ ル ウ ー タ ー と セ ッ ト で の 販 売 を 行 て い る . エ
ッ セ ン シ ル ウ ー タ ー , 病 室 の 芳 香 用 や 緩 和 ケ ア 用 と し て 病 院 で の 可 能 性 検 討 し た 他 , 県 内 の 宿 沲 施 設
の 客 室 で の 利 用 や , 自 家 用 や ト を 想 定 し た 売 場 で 販 売 さ て い る .
1.
は じ め に
精 油 の 香 を 楽 し で う た に ス や ヒ ノ キ 等 の
林 地 未 利 用 材 を 使 用 し た8種 の ュ ー ー を 試 作 し , 関 係 者 の 評 価 を 基 に 改 良 設 計 を 進 て た .
試 作 に 使 用 す る ス や ヒ ノ キ ,含 水 率 を 一 10% 以
下 ま で 下 る こ と 必 須 と る た , よ 効 率 的 に 人 工
乾 燥 で る よ う 温 湿 度 の 条 件 を 変 え て 乾 燥 試 験 を 行 い 最
適 乾 燥 ス ケ ュ ー ル 確 立 で る よ う 検 討 し た .
当 研 究 の 取 組 に よ , 蒸 留 残 渣 等 の ペ ッ ト 化 に
よ る 蒸 留 や 乾 燥 用 燃 料 と し て の 循 環 利 用 と , 林 地 未 利 用
材 の 多 段 的 カ ス ケ ー 利 用 を 組 合 わ せ る こ と で ,
森 林 資 源 持 つ 本 質 価 値 を 見 出 す こ と で , 林 業 再 生
に 向 け た 事 業 化 モ ル の 一 つ と し て 期 待 で る .
今 年 度 , 事 業 化 を 見 据 え , ス や ヒ ノ キ 等 の 林 地 未
利 用 材 を 使 用 し た ュ ー ー , ル ー ス プ ー , ペ
ッ ト 等 の 商 品 化 に 向 け て 久 恒 森 林 (株 )と 大 分 大 学 と 共
同 で 研 究 に 取 組 .
2.
研究 内容
林 地 未 利 用 材 抽 出 さ た 精 油 の 香 を 楽 し た
に ,拡 散 す る 道 具 で あ る ュ ー ー 必 要 と る .
ま た , 精 油 を 抽 出 す る 過 程 で 発 生 す る エ ッ セ ン シ ル
ウ ー タ ー に つ い て ル ー ス プ ー 等 の 用 途 考 え
る . 本 研 究 の2年 目 の 課 題 で あ る , 林 地 未 利 用 材 を 利 用 し た ュ ー ー , ル ー ス プ ー , ペ ッ ト 等 の
商 品 化 に 向 け 研 究 開 発 に 取 組 .
2.1 デ ィ フ ュ ー ー の 試 作 加 工 と 商 品 化 検 討 2.1.1 ヒ ノ キ の 乾 燥
昨 年 度 行 た 低 温 除 湿 式 乾 燥 法 で ,含 水 率10% 以 下 に る ま で 約17日 間 必 要 で あ た た ,今 年 度 よ 短 期 間 で 乾 燥 で る よ う , 農 林 水 産 研 究 指 セ ン タ ー 林 業
研 究 部 の 恒 温 恒 湿 器 A エ ス ペ ッ ク(株) PL-2KP と 恒 温 恒 湿 器 タ イ エ ス ペ ッ ク ㈱PR-4GM を 使 用 し 中 温 蒸 気 式 乾 燥 法 に よ 乾 燥 を 行 う こ と と し た . Fig.1
試 験 に , 試 作 品 の 寸 法 に 合 わ せ て 120ェ60ェ400
80ェ80ェ400 65ェ65ェ400 120ェ120ェ400 の
4 種 類 の サ イ に 製 材 し た の を 使 用 し た .
乾 燥 ,樹 種 別 乾 燥 材 生 産 の 技 術 ニ ュ ア ル に 掲 載
さ て い る ヒ ノ キ 割 材 の 中 温 蒸 気 式 乾 燥 ス ケ ュ ー
ル を 参 考 と し た . ,乾 球 温 度40℃ ,相 対 湿 度80% 始 , 段 階 的 に60℃ ,35% に る よ う 設 定 し た .
, 部 材 断 面 大 く 時 間 る こ と 予 想 さ
る た ,蒸 煮 を 乾 球 温 度80℃ ,相 対 湿 度95% と し た 後 ,
60℃ ,93% 段 階 的 に80℃ ,40% に る よ う 設 定 し た .
2.1.2 デ ィ フ ュ ー ー の 加 工 試 作
4つ の 開 発 テ ー で 発 案 し た 8種 の 試 作 品 の 中 有
望 4種 を 改 良 試 作 し 商 品 化 に 向 け て 検 討 し た .
4種 の う ち の」種 起 小 坊 子 の 機 能 を 持 た せ
る た 鉛 を と し て 埋 込 で い た , 森 の 中 に あ
る 石 や 砂 を 利 用 す る 方 向 で 改 良 試 作 し た .
2.1.3 精 油 の 拡 散 性 能 の 評 価
木 取 の 方 法 に よ ,板 目 面 と 木 口 面 で 精 油 の 拡 散 性
能 の 違 い を 確 認 す る た , 木 片 20ェ20ェ10 の 面 板 目 と 木 口 に る よ う 木 取 し た2種 類 を 用 意 し た .
測 定 , 各 木 片 に 1滴 の 精 油 を 滴 下 し た 後 ,2L の 試 料 瓶 に 入 , に い セ ン サ 新 コ ス モ ス 電 機(株)社 製
xp-329 の30 と の 測 定 値 を 読 取 た . Fig.「
ま た ,木 片 と 比 較 す る た 精 油 浸 込 ま い ラ ス
片 を 対 照 と し た .
2.1.4 エ ッ セ ン シ ャ ル ウ ー タ ー の 商 品 化 検 討
精 油 を 抽 出 す る 過 程 で 発 生 す る エ ッ セ ン シ ル ウ ー
タ ー の 提 供 方 法 や , 使 用 方 法 を 想 定 し , 容 器 に 充 填 し 提
供 す る 場 合 の ラ ベ ル 案 等 併 せ て 検 討 し た .
2.1.5 ペ レ ッ ト の 商 品 化 検 討
精 油 の 蒸 留 抽 出 後 の 残 渣 や , 粉 し た 林 地 未 利 用 材 を
日 で 一 定 期 間 乾 燥 さ せ た 後 ,必 要 に 応 て 人 工 乾 燥 し ,
粒 度 を 一 定 に し た 原 料 を ペ ッ ト 化 す る ま で の 工 程 を 確
認 し た . 工 程 と の 課 題 抽 出 と そ の 解 決 方 法 を 検 討 し ,
条 件 を 変 え 最 適 ペ ッ ト 製 造 に 向 け 取 組 .
2.2 商 品 化 に 向 け て の 評 価 2.2.1 デ ィ フ ュ ー ー の 評 価
ア を 商 業 施 設 等 へ の 提 供 を ア 関 連 商 品
を 開 発 し て い る 専 門 企 業 と ハ ー 関 連 商 品 の 製 造 販
売 ま で 行 う 企 業 評 価 し て い , 商 品 化 に 向 け て 改
良 試 作 を 行 た . ま た 商 業 店 舗 で の ア 関 連 商 品 の 市
場 動 向 に つ い て 調 査 し た .
2.2.2 エ ッ セ ン シ ャ ル ウ ー タ ー の 評 価
エ ッ セ ン シ ル ウ ー タ ー を 拡 散 し て い い 状 態 と 拡
散 し た 状 態 ,心 拍 変 動 等 を 計 測 す る 装 置 株 式 会 社YKC 社 製 パ ル ス ア ナ ラ イ ー プ ラ ス ビ ュ ーTAS9VIEW)を 用 い , 自 神 経 ラ ン ス 分 析 を 行 た . 計 測 , 産 業 科 学
技 術 セ ン タ ー 内 の D203 に て ク ラ イ ニ ン 椅 子 に 着 し た 状 態 で , 産 業 科 学 技 術 セ ン タ ー 職 員 や 関 係 団 体 職 員
6 の 協 力 に よ 実 施 し た .
3.
研究 結果 及 び考 察
3.1 デ ィ フ ュ ー ー の 試 作 加 工 と 商 品 化 検 討 3.1.1 ヒ ノ キ の 乾 燥
農 林 水 産 研 究 指 セ ン タ ー 林 業 研 究 部 の 恒 温 恒 湿 器 に
て 中 温 蒸 気 式 乾 燥 法 に よ 乾 燥 試 験 を 行 た .
第 1 報 で 行 た 低 温 除 湿 式 乾 燥 の ス ケ ュ ー ル で ,
ヒ ノ キ の 含 水 率 を10% 以 下 に す る ま で 約17日 必 要 で あ た , よ 短 期 間 で 乾 燥 で る よ う ス ケ ュ ー ル を 見
直 し た 結 果 と の 正 角 材 ,Table 1の と 約11日
Fig.2 ニ オ イ セ ン サ に よ る 計 測
で10% 以 下 に 乾 燥 す る こ と で た .
低 温 除 湿 式 乾 燥 最 高 温 度 40℃ の た 木 口 割 ほ と 生 た , 中 温 蒸 気 式 乾 燥 で 最 高 温 度
を80℃ ま で る た ,木 口 割 複 数 見 た .割 の 深 さ 端 部 数cm と 浅 い た , 端 部 に 余 裕 を 持 て 加 工 す る こ と で 対 応 で る と 考 え る . ま た , 温 度
に よ る 材 色 の 変 化 の 美 観 の 問 題 や , 加 工 問 題 と
る 材 質 の 変 化 見 た .
Table 1 ヒ ノ キ 中 温 蒸 気 式 乾 燥 ス ケ ュ ー ル
時 間 (h )
乾 球 温 度 (℃ )
相 対 湿 度 (% )
想 定 含 水 率 (% ) 0~ 6「 6「~ 86 86~ 110 110~ 1」8 1」8~ 170 170~ 「「0 「「0~ 「58 40 40 40 45 50 55 60 80 74 70 60 51 」7 」5 5」 - - 」4 「7 - 重.7
3.1.2 試 作 品 の 加 工
4 種 を 改 良 試 作 し 商 品 化 に 向 け て 検 討 し た . 商 品 の
ラ ン , 久 恒 森 林(株)の 保 有 す る 森 林 あ る 耶 馬 渓 の 木 の 子 岳 木 の こ と し , 各 ュ ー ー 連
想 す る 形 状 の 頭 文 字 typeE等 と 表 現 す る こ と と し た . 玉 湯 改typeE : に 鉛 を 使 用 し て い た ,森 に あ る 砂 や 石 , 比 重 の 大 広 葉 樹 材 へ の 変 更 を 検 討 し
た . 鉛 に 比 べ て 比 重 小 さ い た , 部 分 の 体 積 を
大 く す る 方 向 で 検 討 . 端 に 精 油 を 滴 下 す る と 濡 色
と 染 の よ う に 見 え る た , エ ッ セ ン シ ル ウ ー
タ ー 専 用 と し て 商 品 化 し た .
同 商 品 , 久 恒 森 林(株)の 関 連 会 社 経 営 す る 九 重 町 の ス ト ハ ウ ス や ま の 売 店 に て 試 験 販 売 す る と 共 に ,
GTF ー ン チ ン ア ワ ー 間 伐 間 伐 材 利 用 コ
ン ク ー ル の 製 品 く 部 門 に 応 募 し , 成25年10
5日 ~6日 に 開 催 さ た ,GTF ー ン チ ン ー
2013in 新 宿 御 苑 の 会 場 に 展 示 し た . Fig.4
玉 湯 ア 改 typeD:大 小 の 球 の 接 合 部 分 に 精 油 を 滴 下 し ,木 部 に 浸 込 香 成 分 少 し つ 拡 散 す る .
部 の 小 球 を , 端 部 を 半 球 状 に し た 筒 形 に 変 更 す る
こ と で 香 水 瓶 の イ ー と しtypeE同 様 に 起 る た の を 砂 や 石 へ の 変 更 を 検 討 し た .
森 の ペ ー パ ー ウ イ ト 改 typeB :玉 湯 ,玉 湯 ア 同 様 に 下 方 の の 変 更 を 検 討 し た . 特 に ス に つ
い て , 春 材 と 冬 材 の 密 度 差 あ る た , 木 目 を 際 立 た
せ る た の う く 加 工 に つ い て 検 討 し た .
森 の ゆ ア (改 typeJ):半 球 状 の 台 の 大 さ , ネ 加 工 し た ス テ ン ス 線 の 太 さ と 長 さ , 部 の 球 の サ イ
の 中 最 適 寸 法 を 検 討 し ,3 種 の サ イ を 設 定 し た . 部 の 窪 に 一 定 量 以 の 精 油 を 滴 下 し て 揺 す と
あ ふ て 流 出 し , 球 の 側 面 濡 色 と 染 の よ う
に 見 え る た , 部 の 球 に エ ッ セ ン シ ル ウ ー タ ー を
噴 霧 す る 方 法 で 利 用 し て う 事 と し た .
3.1.3 精 油 の 拡 散 性 能 の 評 価
木 口 面 に 精 油 を 滴 下 し た 場 合 に ,直 に 浸 込 ,
板 目 面 の 場 合 一 定 時 間 を 置 い て 徐 々 に 浸 込 た ,
数 分 後 に 表 面 の 液 体 見 え く 染 残 る . Fig.5
対 照 と る ラ ス の 場 合 , 精 油 揮 発 す る ま で の 一 定
時 間 , 液 体 状 に 表 面 に 残 る こ と わ た .
拡 散 性 能 に つ い て ,木 口 ,に い セ ン サ ー 値 1000
を 超 え る ま で に 5 分 」0 で あ た ,板 目 「 分 」0 ,
ラ ス 面 「分 と た . 木 口 , 精 油 木 材 に 早 く 浸
透 す る た 空 気 中 へ の に い 成 分 の 拡 散 抑 え , 板
目 , 浸 透 遅 い た 空 気 中 へ の に い 成 分 の 拡 散 量
多 く る と 考 え る .
こ の こ と , ュ ー ー の 用 途 や 使 用 方 法 , 置
く 場 所 に よ て , 滴 下 す る 位 置 を 板 目 木 口 を 選
択 し 木 取 を す る 必 要 あ る こ と 確 認 で た .
3.1.4 エ ッ セ ン シ ャ ル ウ ー タ ー の 商 品 化 検 討
客 室 に , 消 臭 除 菌 ス プ ー を 置 い て い る 宿 沲 施 設
増 え つ つ あ る . 別 府 市 内 の 温 沱 旅 館 然 由 来 の の
Fig. 5 木 口 面 と 板 目 面 へ の 精 油 の 滴 下 の 様 子
を 利 用 し た い と の ニ ー あ , ス プ ー 容 器 と エ ッ セ
ン シ ル ウ ー タ ー を 業 務 用 と 利 用 客 使 用 す る た の
部 屋 置 用 と し て 商 品 化 し た . 同 旅 館 で , 利 用 客 自
宅 用 や ト 用 と し て 購 入 で る よ う , ス プ ー 容 器 に
充 填 し た 商 品 を 売 店 で 販 売 し て い る .
ま た , 室 内 空 間 に 噴 霧 す る 方 法 の 他 に , 木 製
ュ ー ー に 浸 込 ま せ て 香 を 拡 散 す る 方 法 を 提 案 す
る た , セ ッ ト で の 販 売 行 て い る .
病 院 で の 利 用 に つ い て , 成25年10 に 熊 本 県 で 開 催 さ た 日 本 ア 学 会 に 参 加 し た 際 に , 病 室 に ヒ ノ
キ 等 の 森 林 を イ ー す る 香 を 提 供 し た い と い う ニ ー
や , 手 術 前 の 処 置 室 で 緊 張 を 和 る た の 緩 和 ケ ア
と し て 利 用 し た い と の 要 望 あ た た , エ ッ セ ン シ
ル ウ ー タ ー を 充 填 し た ペ ッ ト ボ ト ル を 装 着 で る 加 湿
器 に よ 病 院 内 で の 利 用 を 検 討 し た .
商 品 森 水 す い と し ,充 て す る ペ ッ ト
ボ ト ル の ラ ベ ル や 梱 包 資 材 へ 印 す る た に 数 案 を 検 討
し た .
3.1.5 ペ レ ッ ト の 商 品 化 検 討
ペ ッ ト の 製 造 装 置 で あ る ペ タ イ ー , 原 料 の 粒
度 や 含 水 率 , 成 型 す る イ ス 穴 の 形 状 や 表 面 の 状 態 , す
潰 す ー ラ ー と の ク ア ラ ン ス 精 度 の 条 件 整 わ
い と , 一 定 品 質 の ペ ッ ト 製 造 で い こ と 分
た . ま た , 蒸 留 残 渣 を 乾 燥 し 一 定 範 囲 内 に 含 水 率 を 管
理 す る こ と や , 一 定 粒 度 に る ま で 粉 す る 一 連 の
製 造 サ イ ク ル の 各 条 件 を 整 え る 必 要 あ る .
ペ ッ ト 精 油 の 蒸 留 用 の 熱 源 と し て の 用 途 の 他 , 暖
房 用 燃 料 と し て , ペ ッ ト ス ト ー の 販 売 に 力 を 入
る 暖 房 機 器 ー カ ー と 連 携 す る 方 向 で 検 討 し て い る .
3.2 商 品 化 に 向 け て の 評 価 3.2.1 デ ィ フ ュ ー ー の 評 価
商 品 化 に 向 け た 各 ュ ー ー の 評 価 と し て , 想 定
す る 販 売 価 格 と 製 造 コ ス ト の 見 直 し , 生 産 体 制 と 生 産 量
の 確 保 , 販 路 の 指 摘 あ た .
現 状 で , 素 材 提 供 可 能 で あ る , 完 全 に 内 製 化 で
る け の 生 産 設 備 整 て い い た , 外 注 加 工 必
要 と , 加 工 コ ス ト の 削 減 と 生 産 量 の 確 保 に 限 界
あ る . そ こ で , ま 市 場 受 け 入 る う
を 確 認 す る た の テ ス ト 販 売 を 既 存 の 販 売 ル ー ト で 行
た 後 に , 生 産 量 を 段 階 的 に 増 や し , 生 産 体 制 を 検 討 す る
方 向 で 取 組 こ と と し た .
ま た , 商 業 施 設 の 調 査 で , 好 の 香 の ン を
体 感 し , そ の 組 合 わ せ の ン ト に 調 合 す る サ ー ビ ス
を , 男 性 で 入 や す い 店 舗 設 計 に す る , ア
市 場 の 拡 大 に 向 け た 取 組 参 考 と た .
3.2.2 エ ッ セ ン シ ャ ル ウ ー タ ー の 評 価
エ ッ セ ン シ ル ウ ー タ ー を 拡 散 し て い い 状 態 で ,
交 感 神 経 と 副 交 感 神 経 の ラ ン ス 取 て い い 人 ,
香 の 影 響 で ラ ン ス 取 た 状 態 に る 場 合 複 数 あ
た . し し 拡 散 前 に ラ ン ス の 取 て い る 人 , 拡 散
後 に ラ ン ス 崩 る 場 合 あ た
自 神 経 ラ ン ス 取 て い い 人 に 限 定 し て 効 果 を
測 定 す , エ ッ セ ン シ ル ウ ー タ ー の 拡 散 に よ る ヒ
ノ キ の 香 自 神 経 ラ ン ス に 好 影 響 を 与 え る 可
能 性 あ る と 考 え る .
4.
まと め
ス や ヒ ノ キ の 芳 香 成 分 の 抽 出 と ア 市 場 へ の 提 供
に 向 け た 研 究 を 通 て , 林 地 未 利 用 材 の 循 環 利 用 と 多 段
的 利 用 の 方 法 の 一 つ を 検 証 す る こ と で た .
本 研 究 開 発 に 取 組 結 果 得 た 課 題 , 実 用 化
に 至 る ま で 継 続 し て 解 決 に 向 け た 取 組 を 進 る こ と
で , 理 想 的 森 林 管 理 や 林 業 経 営 の ビ ネ ス モ ル と し
て 確 立 で る と 考 え る .
実 用 化 に 向 け た 次 の ス テ ッ プ と し て ,6 次 産 業 化 推 進 支 援 事 業 等 の 活 用 を 検 討 し て , サ ー ト 機 関 や , ア
イ ー の 支 援 を 基 に , 認 定 と 申 請 に 向 け て 取 組
を 検 討 し て い る .
欧 州 で 成 熟 し た ア テ ラ ー の 文 化 と と に ア
関 連 商 品 輸 入 さ , ア 関 連 団 体 や 学 会 , 指 者 の
育 成 に よ ,ア 々 の 生 活 に 根 付 つ つ あ る .
Fig. 7 ア 専 門 企 業 で の 評 価 と 専 門 店 調 査
そ の よ う 中 で , 豊 富 森 林 資 源 蒸 留 抽 出 し た 芳
香 成 分 を 利 用 し , 国 産 ア の 独 自 の 使 い 方 , 楽 し 方
を 提 案 す る こ と で , 新 た 市 場 創 出 期 待 で る . そ の
結 果 と し て , 荒 廃 す る 森 林 の 整 備 や 林 業 経 営 の 一 助 に
る よ う 継 続 し た 取 組 必 要 と 考 え る .
謝 辞
本 研 究 に あ た て , ヒ ノ キ の 乾 燥 試 験 に 協 力 頂 い
た 農 林 水 産 研 究 指 セ ン タ ー 林 業 研 究 部 の 小 谷 主 幹 研 究
員 , 山 本 主 幹 研 究 員 他 木 材 チ ー の 皆 様 , ュ ー
ー 等 の イ ン 監 修 を い た い た ,武 蔵 美 術 大 学 十 時
」 )
プ
ン タ 活 用 に
け る 造 形 技 術 等 の 研 究
佐 藤 幸 志 郞
製 品 開 発 支 援 担 当
Study on the modeling techniques of exploiting 3D printer
Koushirou SATOU
Product Development Group要
旨
3Dプ ン タ 利 用 サ ー ビ ス を 開 始 す る に あ た ,利 用 者 に 必 要 と る 基 本 的 造 形 技 術 と し て3D ー タ 作 成 ,
造 形 オ ペ ー シ ョ ン , 造 形 物 の 特 性 把 握 の 項 目 に つ い て カ 年 で 蓄 積 を 行 う . 本 年 度 3D ス キ ナ の 寸 法 精 度 ,3Dプ ン タ の 材 料 消 費 ,3Dプ ン タ の 造 形 物 の 引 張 強 度 に つ い て 確 認 し , 造 形 技 術 の 蓄 積 を 行 た .
1 .
は じ め に
3D プ ン タ コン ュー タ等で作 成し た 次元 ー
タ ,金型を用い に,直接樹脂等の立体モ ルを積
層製作する機器の総称である.こ までの用途の中心
試作であ ,試作を用いた形状評価や機能評価に使わ
ていた ,近年,製品の生産数 少 い場合に ,金型
を用いた樹脂成形よ 時間短縮,低コスト等の ット
あること ,製品の少量生産装置としての可能性
注目さ ている.
し し,3Dプ ンタによる造形 ,通常の型を用いた 樹脂成形と 異 る製造技術であるた ,造形オペ ー
ションや造形物の特性等についての運用 ータ 十分整
備さ てい い.試作であ 問題に いこと ,
製品として ー ーに供給し,使用さ ると ると,製
造者の責任を問わ ることと る.
成25年度に当センターに, 形状試作 機能試作 少量生産の可能性の検討 等を目的とした加工機器と
して3Dプ ンタ 入さ た.
県内企業への貸付機器として3Dプ ンタの利用サー ビスを開始するにあた ,その特性や操作方法について
の正しい理解と, の く の現場に ける新しい ー
ルとしての可能性を県内企業向けに提案する必要 ある.
そのた に本研究で ,造形技術についての運用 ー
タを積 重 るとと に,最終製品,成形型,治工具等,
新しい活用の可能性について 試行することによ ,利
用者に必要と る基本的 造形技術に関する知見を整備
し,当センターの運用サービスを向 させることを目的
とする.
基本的 造形技術として,1. 3D ータの作成,2. 造
形オペ ーション,3. 造形物の特性把握の 項目につい て蓄積を行う.
2 .
研 究 方 法
2 . 1 3 Dデ ー タ の 作 成
3Dプ ンタでの造形を想定した3D ータを作成する
た の方法として,3Dスキ ナ等の 次元形状測定機 し し 用い る.特に3D-CAD等を使用せ に手作 業等で造形さ た形状 3D ータを作成するた に
有効 手法の一つとさ ている.
次元形状測定機 接触式の のと,非接触式の の
に大 く分け ,非接触式の のの中で ハン タ
イプの3Dスキ ナ ,近年,その精度 向 したと言 わ ,取 扱いの手軽さ あ て急速に普及し始 てい
る.
研究の第1項目で ,今後3Dプ ンタの利用者の間 に 急 速 に 普 及 す る こ と 予 想 さ る ハ ン タ イ プ の
3Dスキ ナを適正に利用するた に,作成さ る3D
ータの特性について把握する.本年度 寸法精度につい
て確認することとした.
校正済 の接触式の 次元測定機と,ハン タイプ
の 3D スキ ナ(Fig.1)とで ,同 様の 形状 サン プル(Fig.2) を計測してその寸法を比較し,信頼性の高い接触式の測
定 ータに対して,3Dスキ ナの測定 ータの精度を確 認することとした.
接触式 次元測定機:(株) ト FalcioApex910 ハン タイプの3Dスキ ナ:米Artec社 Spyder サンプル:アル ニウ を放電加工によ 階段形状
計測:サンプルの各段差の高さを計測する
Fig.1 ハン タイプの3Dスキ ナ
Fig.2 測定用形状サンプル
2.2 造形オペレーション
3Dプ ンタ プ ントする対象物の形状,造形時の設
定,プ ンタその のの造形方式の違い等によ て,造
形時間,造形コスト 変動すること 予想さ る.今後
様々 造形作業を行う際に,対象物の形状や造形時の設
定 ,ある程度の造形時間やコストについての傾向を
把握し予測 で るように ,効果的 3Dプ ン タの運用とそ による的確 利用サービスの提供 可能
と ると思わ る.
研 究 第 2 項 目 で , 造 形 オ ペ ー シ ョ ン に 関 係 す る 様々 要素 ータ形状と造形出力の関連,コスト 速
度 材料消費 電力消費等の造形効率 等 について把
握する.本年度 材料消費について確認することとした.
3Dプ ンタ ,その操作用のPCアプ ケーションに
過去のプ ントの実績 ータの 歴 自動で記録さ る
こと ,今後運用を積 重 ることによ プ ントの
造形効率についての傾向 精度よく把握で るように
ると思わ る ,ま 運用実績 少 いた ,造形効率
を予測するに , ータの蓄積 少 い状態である.
3D プ ン タ の操作用 アプ ケーシ ョン 造形 ータ
を入力すると,プ ント開始前にプ ント時間や材料消
費について精度の高い予測値を表示すること で る.
様々 造形 ータとプ ント条件をアプ ケーションに
入力して得 たこの予測値を使用し,その造形効率に
ついて検討する.
当 セ ン タ ー に 入 さ た 3D プ ン タ Stratasys 社
FORTUS360mc-s ,4段階の積層 ッチを選択して出
力すること で ,こ までの運用実績 ,プ ント
速度に大 影響を与えること わ ている.
今 回 4 段 階 の 積 層 ッ チ(0.127mm,0.1778mm,
0.2540mm,0.3302mm)と,積層する対象物本体とサ ー
ト 材 の 合 計 体 積 の エ ー シ ョ ン 100cm2,400cm2,
800cm2,1000cm2 についてアプ ケーションに入力し,
積層速度の傾向を把握する.
2 . 3 造 形 物 の 特 性 把 握
3Dプ ンタによる造形 ,通常の型を用いた樹脂成形
と 異 る製造技術であるた ,造形物の特性等につい
ての ータ 十分整備さ てい い.小 ット生産品と
してエン ー ーに使用して うた に ,その特
性の把握 提供者側の責任として求 る.
研究第 項目で ,造形物の特性 曲 試
験等の強度,屋外暴露等による寸法精度や強度等の耐候
性,微少形状 曲面形状 パー あい等の精度,成
形取 出し後の膨張 収縮,外気温度変化による膨張
収縮 等 について把握する.本年度 強度に
ついて確認することとした.
3Dプ ンタによる造形に いて,通常の型を用いた樹
脂成形との一番の違い ,層状樹脂の積層による造形と
いうことであ ,このこと 造形物の強度特性として
異方性を持つこと 予想さ ,他機関の実験 そ
を裏付ける結果 報告さ ている.
今回 ,JIS K7161,K7162の手法を用いて,3種類の 試験片 造形方向1:XY 面 に試験片の特徴形状を 造形させた の,造形方向 :1をY軸中心に90回転 させた の,造形方向 :1をX軸中心に90度回転さ せた の (Fig.3)に樹脂の引張試験 強度試験機 (株) エー・アンド・デイ製 RTF-2350 を実施し,その強度 特性を確認することとした,
造形方向1 造形方向 造形方向
Fig.3 測定用形状サンプル
3 .
結 果 及 び 考 察
3 . 1 3 Dデ ー タ 作 成
計 測 用 サ ン プ ル と し た 階 段 形 状 の ア ル ニ ウ 材 の
Fig.4 3Dスキ ナによる計測
計測用サンプルの各段差 10 カ所について,校正済 で信頼で る接触式 次元測定機と比較した距離の誤差
の 均 -0.054mm,0.3%であること わ た.今後の 使用に いて,例え 3D-CAD作図用の下絵としての形 状 ータとして問題無く使用で る誤差であること 確
認で た.寸法精度について厳しいチ ック 求
る計測用途の場合 ,誤差の含ま た ータであること
を考慮して, ータを取 扱う必要 ある.
ま た 今 回 初 て 光 学 式 の 非 接 触 式 次 元 計 測 装 置 に
よる計測を行い,その作成 ータを確認すること で
た ,その特徴として,対象物のエッ 部分の鋭さ
丸 ること 確認さ た.製品の造形表現で言
うとこ の ン角(Fig.2) ,角Rのついた状態で ータ 化さ てしまう(Fig.5).そのRのサイ 一定の範囲に あること 推測さ るた ,今後 計測ソ トウエア等
(Fig.6)を使用してそのサイ の傾向を把握する方法と そ
の発生の機序について検討したい.
Fig.5 3Dスキ ナによる計測で丸 たエッ
Fig.6 計測ソ トウエアによる角Rの計測
更に,3D ータの作成方法として一般的に良く用い る3D-CADについて ,その実施 ータを積 る
必要 ある.代表的 3D-CADによるモ ン ータ
比較や,CAD ータの ー ット変換について,その 実験手法を今後 検討したい.
3 . 2 造 形 オ ペ レ ー シ ョ ン
4段階の積層 ッチ(0.127mm,0.1778mm,0.2540mm,
0.3302mm)と , 積 層 す る 対 象 物 本 体 と サ ー ト 材 の 合 計
体 積 の エ ー シ ョ ン 100cm2,400cm2,800cm2,
1000cm2にそ 近い4種類のボ ュー の ータ
についてアプ ケーションに入力し,その表示さ る造
形予想時間 ,材料の積層速度 消費速度 を計算し
たとこ Table 1のよう 結果と た.
こ によ ,積層 ッチ とに材料の消費速度 ,合
計体積 大 く変わ て ほ 一定であること 把握で
,今後の作業の目安と る ータの蓄積と た.
Table 1 積層 ッチ毎の材料の積層速度 消費速度
A S
+SUPP RT
cm
時間
h
A S
cm
support
cm
A S
cm h
support
cm h
T ~ . 8 . . . .
. ~ . . . . .
mm ~ .8 . .8 . .
~ . . . . .
T ~ 8. . . 8. .
. 8 ~ . . 8 . . .
mm ~ . . . . .
~ . . . .8 .
T ~ . .8 8. . .8
. ~ . .8 . .8 .
mm ~ . . . . .
~ . . . . .
T ~ . 8. . 8. 8.
. ~ . 8. . 8. 8.
mm ~ 8. . . 8. 8.
3 . 3 造 形 物 の 特 性 把 握
3種類の試験片 造形方向1:XY 面 に試験片の特
徴形状を造形させた の,造形方向 :1をY軸中心に
90回転させた の,造形方向 :1をX軸中心に90度
回転させた の 引張強度特性 下記 Fig.7 のと と ,X軸中心に90度回転させた の 引張方向に樹脂 層状に積層さ た の ,Y軸中心に90度回転させ た のに比べて10%程度強度特性 劣る結果と ,予
想 の異方性を持つこと 確認で た.
Fig.7 3種類の造形方向別の引張強度特性
他機関の実験に いて ,当センターと 異 る造形
方式の3Dプ ンタで ある ,引張方向への垂直 積 層造形の試験片 けで く,引張方向に45度等の斜 の 角度をつけた造形の試験片につて 実験を行 て ,
当センターに いて 今後の取 組 で斜 の積層条件
について検討することとし,更に曲 試験や屋外暴露試
験 ,基本的 強度特性,耐候特性について把握する
油 の 微 生 物 分 解 処 理 技 術 の 一 般 化 に 関 す る 研 究
そ の 7
斉 藤 雅 樹
*豊 田 修 身
**
製 品 開 発 支 援 担 当
R e 上 e ぐ ち 続 h ぐ n こ ) e 不 e せ o た m e n 下 f o ち 判 下 i せ i ど ぐ 下 i o n / G e n e ち ぐ せ i ど ぐ 下 i o n o f
B i o こ e g ち ぐ こ ぐ 下 i o n ) i 上 た o 上 ぐ せ o f R e 続 o 不 e ち e こ O i せ ( 7
下 h
R e た o ち 下 )
M ぐ 上 ぐ ず i S A I T O
*, O 上 ぐ m i T O Y O ) A
**Product Development Group
要
旨
東 日 本 大 震 災 の 被 災 地 復 興 を 技 術 支 援 す る た , 成 24 年 度 ま で に 災 害 漂 着 油 回 収 物 を ー ク 堆 肥 に よ イ オ 処 理 す る 技 術 の 実 証 試 験 , そ の 分 解 プ セ ス 把 握 , 緑 化 資 材 化 に 必 要 試 験 , 復 興 資 材 活 用 に 向 け た 協
議 等 を 実 施 し て , 油 濃 度 , 重 金 属 濃 度 の 安 全 性 確 認 さ た 油 分 解 後 の ー ク 堆 肥 を 用 い て 岩 手 県 内
の 国 道 工 事 に い て 緑 化 施 工 試 験 を 行 た .
1.
はじめに
本 研 究 で , 回 収 油 の 現 処 理 法 で あ る 焼 却 に 対 し ,
全 国 の ー ク 堆 肥 工 場 で の 発 酵 工 程 を そ の ま ま 分 解 処 理
に 適 用 す る 環 境 負 荷 低 減 型 の イ オ 処 理 技 術 の 実 証 モ
ル に つ い て 研 究 よ び 普 及 を 行 て た . 成19年 度 , 油 流 出 事 故 回 収 物 の イ オ 処 理 技 術 の 社 会 実 装 を 目
標 と し て 回 収 油 を 閉 鎖 サ イ ト に い て 微 生 物 分 解 処 理
し た 安 全 残 留 物 を 環 境 に 戻 す シ ナ オ 実 現 を し
イオ処理の拠点 く を行 て た.
23年3 11日に発生した東 地方太 洋沖地震に伴う
津 波 等 に よ , 広 域 性 と 多 発 性 を 特 徴 と す る 国 内 史
最 大 級 の 油 流 出 災 害 発 生 し た と 捉 え て , 震 災 復 興 技
術 支 援 プ ク ト と し て 位 置 付 け , 被 災 地 の 環 境 を 修
復する新た 社会技術として,既報1)のと 実証試験を
大 船 渡 市 で 開 始 し た . 本 研 究 , こ の 実 証 試 験 を 継 続 し ,
油 分 解 後 の ー ク 堆 肥 を 復 興 資 材 と し て 活 用 す る 取 組
を行 た.
2.
緑化施工試験の内容
2.1 試験の概要
緑 化 施 工 試 験 に 用 い た の , 実 際 に 大 船 渡 市 で 回 収 さ
た災害漂着油回収物約 1.6tを投入し,分解した ーク 堆肥100㎥(約50t)を原料とする緑化資材である.既報1) のと ,投入した回収物中の油層成分 C 重油 主体 で A 重油と混濁した重油系漂着油と確認さ ,投入時点 の推算油濃度約5,800み620ppm,以降の実測値 補正後
約3ヵ 後 約4,000~500ppm,約4ヵ 後で約2,300 ~500ppm,約 8 ヵ 236 日 以降 い 500ppm
検 出 限 界 以 下 と て , 油 膜 や 油 臭 観 測 さ
い状態であ た.
重金属について ,約14カ 目の土壌環境基準項目に 準 た重金属等の溶出量10項目,含有量3項目のすべて に い て 土 壌 環 境 基 準 を 下 回 る こ と を 確 認 済 で あ る . ま
た , 普 通 肥 料 の 評 価 手 法 に 準 た 植 害 試 験 を 実 施 し , 有
害 物 質 に よ る と 考 え る 植 物 の 成 長 阻 害 や 異 常 症 状
認 いこと 確認済である.
こ を 踏 ま え , 国 , 岩 手 県 , 大 船 渡 市 ほ 関 係 機 関 に
本 研 究 成 果 の 説 明 を 行 た 結 果 , 公 共 工 事 用 途 と し て の
緑 化 施 工 試 験 の 実 施 に つ い て 理 解 示 さ , 国 土 交 通 省
東 地 方 整 備 局 南 陸 国 道 事 務 所 の 管 内 に け る 国 道 工
事 の 法 面 に い て 復 興 資 材 と し て 緑 化 施 工 試 験 を 行 う に
至 た.
前述の回収物を投入 分解を行 た ーク堆肥 100 ㎥
(約 50t)に,水分率調整 約 55% よび流動性確保の
目的で ートモスを添加し 全量の1/4相当 ,ふるい選 別で15mm 以下の を緑化施工の基材 40ℓ入 1,600袋 と し た . こ に 植 物 種 子 を 混 入 し , 連 結 材 を 添 加 し て 吹
付工事に供した.
2.2 試験の結果
緑化施工試験 , 陸沿岸 道路 浜釜 石道路 の(仮 称)新鍬台トンネル南側の坑口付近 Fig.1 よび 2 の法 面で実施した.
国 交 省 南 陸 国 道 事 務 所 の 協 力 で , 施 工 後 の 経 過 観 察
容 易 側 道 脇(自 動 車 専 用 道 路 区 域 の 外)の 土 法 面(土 砂部)に試験用の ール を用意して頂いた.国道本体 約60mの距離にある法面で,面積 910m2である.
Fig.1 緑化施工試験を行う 浜エ ア付近
当初予定で 25 年夏 の予定であ た , 候 の 影響で工期 遅 ,26年3 6日に開始した.緑化施工 用 の 基 材 で あ る 調 整 済 ー ク 堆 肥 に , 現 地 で ト ー ル
ス ク , ケ ン タ ッ キ ー ル ー ラ ス , ク ー ン ッ
ス ク , ハ の 4 種 類 の 種 子 を 混 入 し , 高 分 子 系
樹脂接合材 よび化成肥料を添加し,厚さ 3cm と るよ う モ ル タ ル ン 機 を 用 い て 吹 付 施 工 を 行 た Fig. 3~
4 .
Fig.3 緑化施工試験の様子
Fig.4 緑化施工試験地 点線で囲 区画
試 験 開 始 の 遅 で , 緑 化 状 況 の 評 価 次 年 度 以 降 に
る 予 定 で あ る , 現 地 で 回 収 し た 災 害 流 出 漂 着 油 の 資
材 活 用 事 例 と し て 状 況 の 推 移 を 今 後 観 察 し , 復 興 事 業
に資する予定である.
謝辞
本 研 究 に 多 大 協 力 を 頂 い た 国 土 交 通 省 東 地 方 整
備 局 よ び 南 陸 国 道 事 務所 , 大 船 渡 市, (独)科 学技術 振興機構,トーア木材(株),岩手県の各機関,そして助言 を頂いた客員研究員 関正明氏に深く御礼申し ます.
参考文献
1) 小谷公人, 斉藤雅樹 他 野 油の微生物分解処理技術
の一般化に関する研究 その 6 ,大分県産業科学技
術センター 成 「4 年度研究報告,「01」
「) 斉藤雅樹 他 野 油の微生物分解処理技術の一般化に
関する研究 その 「 ,大分県産業科学技術センター
成 「0 年度研究報告,「00重
●
緑 化 試 験 施
ネ ッ ト ワ ー ク ア ナ ラ イ
活 用 の 基 礎 技 術 に 関 す る 研 究
小 田 原 幸 生
電 子 情 報 担 当
B ぐ 上 i 続 S 下 つ こ と fo ち 判 下 i せ i ど ぐ 下 i on o f ぐ N e 下 与 o ち ず- A n ぐ せ と ど e ち
Y つ ず i o O ) A W A R A
E せ e 続 下 ち o n i 続 ぐ n こ I n f o ち m ぐ 下 i o n E n g i n e e ち i n g ) i 不 i 上 i o n
要
旨
高 周 波 信 号 の 伝 播 で 信 号 波 動 と し て 振 る 舞 い , オ ー の 法 則 を 基 本 と す る 一 般 回 路 と 数 学 的 取 扱 い
や 計 測 方 法 異 る . そ こ で , こ の 高 度 計 測 器 で あ る ネ ッ ト ワ ー ク ア ナ ラ イ の 新 規 入 を 機 に , ア ン テ ナ
及 び 基 板 伝 送 路 の 開 発 , 製 作 , 測 定 の 実 例 を 通 , 基 本 的 活 用 法 の 確 認 を 行 た .
1.
じめに
近 年 , 無 線 機 器 や 高 速 通 信 , 大 容 量 ー タ を 取 扱 う
コ ン ュ ー タ 機 器 身 近 に , 電 子 技 術 に 関 わ て
た 技 術 者 こ の 回 路 に 触 る 機 会 多 く た . 当
セ ン タ ー に 従 来 電 波 高 周 波 信 号 強 度 を 測 定 す る
ス ペ ク ト ラ ア ナ ラ イ あ る , 昨 年 度 , 新 し く 高 周
波 伝 送 路 の 特 性 射 率 , イ ン ー ン ス 等 を 計 測 す
る ネ ッ ト ワ ー ク ア ナ ラ イ 入 さ た . そ こ で , こ
の 機 器 を 研 究 や 技 術 指 で 有 効 に 活 用 す る た , ア ン
テ ナ や 基 板 の 高 周 波 伝 送 路 の 開 発 , 製 作 , 測 定 を 通
, 基 本 的 活 用 方 法 を 確 認 し た . ネ ッ ト ワ ー ク ア ナ ラ
イ の 写 真 をFig.4に , 仕 様 をTable 1に 示 す .
2.
315MHz
帯ス
ーブアンテ ナの製作
利 用 に 際 し 免 許 を 要 し い 微 弱 無 線 で 簡 易 線 条 ア
ン テ ナ 使 わ る こ と 多 い , 厳 密 に 製 作 し た ア ン テ
ナ を 使 え 通 信 範 囲 拡 大 す る . そ こ で ,Fig.1 に 示 す よ う に ア ン テ ナ と 信 号 線 の 同 軸 ケ ー ル を 同 一 軸 に 配 置
し , 利 便 性 の 高 い ス ー ア ン テ ナ の 製 作 例 を 示 す . ス
ー ア ン テ ナ ス ー 金 属 管 に よ る 負 極 エ
ン ト と 線 に よ る 正 極 エ ン ト 成 , 構 造 的 に
イ ー ル ア ン テ ナ に 類 似 し て い る . し し , ス ー の
中 に 同 軸 ケ ー ル を 通 す た , ス ー と 同 軸 ケ ー ル
相 互 に 影 響 し 性 能 を 損 う こ と い よ う に 製 作 す る
こ と イ ン ト と る .
2.1 ス ー ブ 長 の 調 整
ス ー と 同 軸 ケ ー ル 外 部 体 網 線 同 軸 体
を 形 成 し , 高 周 波 回 路 の ッ チ ン で 使 わ る ス タ と
て い る の で , ア ン テ ナ 同 調 周 波 数 で 相 互 の イ ン ー
ン ス 最 大 と る よ う ス タ の 長 さ を 調 節 す る . ス
※ 1 時 間 領 域 解 析
Fig.1 ス ー ア ン テ ナ の 構 造
Fig.2 ス ー 長 の 計 測
ー と 同 軸 ケ ー ル 網 線 Fig.1 に 示 す よ う に 網 線 返 し で 接 続 短 絡 さ て い る の で , /4 シ ョ ー ト ス タ :波 長 を 形 成 す る . こ の 場 合 , ス ー 長 , 網 線 返 部 を 非 接 続 と し て オ ー プ ン ス タ と し ,
相 互 の 抵 に る 長 さ と 同 で あ る の で , 作 業 の
容 易 さ こ の 方 法 を 用 い た .
Fig.2に 示 す よ う に ,BNCコ ネ ク タ に 何 接 続 し い
Table 1 ネ ッ ト ワ ー ク ア ナ ラ イ の 仕 様
型 式 E5071(
ーカー ア ン ト テ ク ノ ー
適用周波数 」00ずHど~ 4.5GHど
ー ト 数 「
その他機能 T)R Time )omぐin Refせe続下me下ちと ※ 1
オ ー プ ン 校 正
Fig.5 試 作 し た315MHz帯 ス ー ・ア ン テ ナ の ス ス チ ー ト ,SWR 右 , 射 率S11 右 下
Fig.3 ス ス チ ー ト ス ー 長 の 調 整
状 態 で , ネ ッ ト ワ ー ク ア ナ ラ イ の オ ー プ ン の 位 相 補 整
を す る . こ Fig.3 の ス ス チ ー ト の の 位 置 に 対 応 す る . 次 に , 金 属 管 の 内 部 に 同 軸 ケ ー ル を 通 す 際 ,
同 軸 ケ ー ル 管 の 中 心 に 来 る よ う に , 同 軸 ケ ー ル の
周 に 熱 収 縮 チ ュ ー を 重 位 置 を 調 整 す る . そ し て ,
こ の 同 軸 ケ ー ル 外 部 体 を BNC コ ネ ク タ 中 心 端 子 に , 金 属 管 を ラ ン 端 子 に 接 続 し , ネ ッ ト ワ ー ア ナ ラ
イ で ス ス チ ー ト を 求 ,Fig.3 の 位 置 を 得 る . こ の 際 , の 位 置 ス ス チ ー ト の 外 周 に 沿 て 動
, ~ の 長 さ ス ー 長 に 比 例 す る . 比 例 関 係 に
よ イ ン ー ン ス 0Ω に る の 位 置 に 来 る よ う に ス ー の 長 さ を 調 整 し , ス ー 長 求 ま る .
2.2 正 極 エ レ メ ン ト の 取 り 付 け
前 項 で 求 た ス ー に 任 意 長 の 同 軸 ケ ー ル を 通
し , 網 線 返 部 で 同 軸 ケ ー ル 外 部 体 を 金 属 管 に 接
続 す る . そ し て , 同 軸 ケ ー ル の 芯 線 に 電 線 ま た 銅
線 に よ る 正 極 エ ン ト を 取 付 け , ネ ッ ト ワ ー ク ア
ナ ラ イ でSWR測 定 を 行 い , 使 用 周 波 数 でSWR 1 に 近 く よ う に 正 極 エ ン ト 長 を 調 整 す る . こ の
時 , エ ン ト 長 を 短 縮 し , ア ン テ ナ 特 性 イ ン ー
ン ス を 下 る た , コ イ ル ー ン コ イ ル)を 付 け る こ と あ る .
コイル
Table 2 製 作 し た ス ー ア ン テ ナ の 寸 法 等
ス ー 外 径4mm, 長 さ 167mmの 銅 管
同軸ケー ル 外 径1.」mm(潤 工 社 )FS0「0)
正 極 エ ン ト
170mmの 被 覆 電 線
外 形4mm, 重巻 , 」5nHコ イ ル 付
製 作 し た ス ー ア ン テ ナ の 寸 法 等 を Table 2 に , ネ ッ ト ワ ー ク ア ナ ラ イ で 特 性 を 測 定 し た 結 果 を Fig.5 に 示 す . こ よ 使 用 周 波 数 315MHz でSWR 1.08, 射 率-30dBと , 良 好 特 性 と た .
2.3 ス ー ブ ア ン テ ナ の 製 作 の ま と め
本 研 究 担 当 者 2010 年 度 に 畜 産 分 娩 監 視 シ ス テ の 開 発 の 中 で ス ー ア ン テ ナ の 製 作 を 行 た 1 . そ の
際 携 帯 型 SWR ー タ を 用 い 調 整 を 行 た , 今 回 ネ ッ ト ワ ー ク ア ナ ラ イ に よ る ス ス チ ー ト や SWR 測 定 に よ , 調 整 目 標 と 現 在 の 状 態 定 量 的 に 把 握 で
, 測 定 精 度 の 高 さ と 相 ま て 効 率 的 製 作 で た .
3.
RF
評価基 板 の開発と測定
伝 送 路 の 設 計 と シ ュ ー シ ョ ン で SONNET試 用
Table 3 RF評 価 基 板 の 仕 様
基 板 材 質
特 性
サ イ 等
FR-4, 厚1mm
(銅 箔」5μ mェ「を 含 . ) サ イ 1「0mmェ160mm
比 誘 電 率 4.0~ 4.「 (1GHど) Lo上上-下ぐngen下 0.01「~ 0.014 (1GHど)
5 0 Ωシン ル 配 線 幅 1.重mm → 実 測 値 45Ω
差 動 伝 送 路 配 線 幅 1.「mmェ「, キ ャ 0.4mm 差 動 モ ー 100Ω → 実 測 値 85Ω 同 相 モ ー 」4Ω → 」4Ω
実 際 の 配 線 長 67mm
そ の 他 評 価 回 路 LAN, 判SB
版 Sonnet Software, Inc. を 用 い , 基 板 設 計 で ー ソ ト ,PCBE を 用 い た . 開 発 し た RF 評 価 基 板 の 写 真 を Fig.6,Fig.7 に , 仕 様 を Table 3 に 示 す . 測 定 , ネ ッ ト ワ ー ク ア ナ ラ イ 「 ー ト の た , 差 動 モ ー ,
同 相 モ ー の イ ン ー ン ス , 射 率 TDR に よ 測 定 し た . , 本 報 告 で シ ン ル モ ー 伝 送 路 の 測 定
に 触 い .
Fig.6 RF評 価 基 板 部 品 面 Fig.7 同 ハ ン 面
3.1 マ イ ク ロ ス ト ッ プ ラ イ ン 差 動 伝 送 路 の 測 定
差 動 モ ー と 同 相 モ ー の イ ン ー ン ス , 射 率 の
測 定 結 果 を そ Fig.8 ,Fig.9 に 示 す . こ の 図 で oたen と 記 し た の 伝 送 路 の 終 端 を 開 放 し た の で
あ る . イ ン ー ン ス 表 示 で 横 軸 の 単 位 で あ る
, こ キ ー シ ョ ン 基 準 位 置 基 板 の 測
定 箇 所 ま で の 信 号 伝 播 の 往 復 時 間 に 相 当 し ,1.6ns 配 線 長 約 120mm に 当 た る . 開 発 に け る 差 動 モ ー 及 び 同 相 モ ー の イ ン ー ン ス の 目 標 値 と 測 定 結 果 代 表
値 をTable 3の 中 に 記 載 し た .
透 過 率 の 測 定 2 ー ト ・ネ ッ ト ワ ー ク ア ナ ラ イ で 精 度 的 に 不 利 で あ る の で , 熊 本 県 産 業 技 術 セ ン タ ー の
4 ー ト ネ ッ ト ワ ー ク ア ナ ラ イ ア ン ト テ ク
ノ ー E8364C に よ 測 定 し た . 機 器 の 写 真 を
Fig.10 に 示 す . 差 動 モ ー と 同 相 モ ー の 射 率 , 透 過
率 の 測 定 結 果 を そ Fig.11,Fig.12 に 示 す . こ に よ る と , 射 率 の 測 定 結 果 で い 当 セ ン タ ー の 2 ー ト ・ ネ ッ ト ワ ー ク ア ナ ラ イ の 限 周 波 数 4.5GHz ま で 概 一 致 し た .
3.2 USB伝 送 路 の 測 定
判SB「.0 次 の 特 徴 を 持 つ .
通 信 ケ ー ル
イ ス ト ペ ア 線 差 動 イ タ ス 90Ω み15% 1組 み電 源 ラ イ ン1組
ケ ー ル 長 最 大 5m
伝 送 速 度 ハ イ ス ー の 場 合
Fig.10 4 ー ト ネ ッ ト ワ ー ク ア ナ ラ イ
E8364C 熊 本 県 産 業 技 術 セ ン タ ー
Fig.9 TDRに よ る イ ク ス ト ッ プ ラ イ ン 差 動 伝 送 路 の 同 相 イ ン ー ン ス , 射 率 Scc11 の 測 定 結 果
Fig.11 差 動 モ ー 射 率Sここ11, 透 過 率Sここ「1 4 ー ト ネ ッ ト ワ ー ク ア ナ ラ イ E8」64(
最 大480Mbps 基 準 ク ッ ク 240MHz 測 定 箇 所 をFig.13に , 測 定 結 果 をFig.14に 示 す .
,USBケ ー ル 長 1.5mで ,USB-A端 子 側 を ネ ッ ト ワ ー ク ア ナ ラ イ 測 定 ケ ー ル に 繋 測 定 し た . 測
定 結 果 , 基 準 点 近 く の 差 動 イ ン ー ン ス 80Ω で あ る , 遠 る に つ 昇 し て い る . こ TDR 測 定 で 誤 差 増 す た と 考 え る . 射 率 基 準 ク
ッ ク の 5 倍 の 1.2GHz Fig.14 右 チ ー ト ▽ 印 ま で 見 て-13dB 以 下 で ,USB 規 格 に 照 し て 妥 当 結 果 で あ る .
3.3 LAN伝 送 路 の 測 定
LAN 100BASE-TX 次 の 特 徴 を 持 つ .
通 信 ケ ー ル
8芯4組 の イ ス ト ペ ア 線 差 動 イ タ ス 100Ω
最 大 100m
伝 送 速 度 最 大100M継た上 基 準 ク ッ ク 50MHど
LAN 伝 送 路 の 測 定 で パ ル ス ト ラ ン ス 内 蔵 モ ュ ラ
ー ッ ク Pulse Electronics 社 ,J0011D21BNL を 用 い ,Fig.15の よ う に LAN ケ ー ル 3m を 繋 , ッ ク ス モ ー 差 動 射 率(Sdd11)と 差 動 透 過 率(Sdd21)を 測 定 し た . こ の 時 , ネ ッ ト ワ ー ク ア ナ ラ イ に 繋 い
コ ネ ク タ に 50Ω ,SWR1.05 以 下 の 終 端 抵 を 用 い た . ま た ,Fig.16に 示 す ッ ク ス モ ー の 計 算 式 でSパ ラ ー タ S11,S12, ・・・ 複 素 数 と し て 測 定 し た .
Fig.13 USB伝 送 路 測 定 箇 所
USB-A mini-B USB
TX TX
RX RX
Fig.15 LAN 伝 送 路 測 定 LAN ケ ー ル
ッ ク ス モ ー へ の 計 算 式
Fig.16 シ ン ル モ ー Fig.17 LAN TX
伝 送 路 測 定 結 果
Fig.17 の 測 定 結 果 , 本 章 他 の 測 定 例 と 比 べ 全 体 的
に 射 率 高 く , 特 に 100MHど 以 で 射 率 -10こB を
大 く 超 え る , モ ュ ラ ー ッ ク の 仕 様 書 と 照 す
と 妥 当 結 果 で あ る .
実 際 の 使 用 例 で , パ ル ス ト ラ ン ス 内 蔵 の モ ュ ラ ー
ッ ク と ラ イ 回 路 IC と の 接 続 の 推 奨 回 路 の 一 例 を Fig.18 に 示 す . こ に よ る と , モ ュ ラ ー ッ ク の ラ イ 回 路 側 に 50Ω 抵 集 中 定 数 と し て 使 わ , こ に 対 し 測 定 ケ ー ル で 分 散 定 数 で あ る の で 測
定 回 路 と 使 用 形 態 異 る . そ こ で , 推 奨 回 路 を 参 考 に
し ,RX伝 送 路 の シ ン ル モ ー 測 定 回 路 を Fig.19に , 測 定 結 果 を Fig.20 に 示 す . こ に よ る と , 必 要 周 波 数 帯 域 250MHz以 下 で 射 率 -15dB以 下 と , 他 の 例 と 同 程 度 の 射 率 に 収 ま る .
3.4 RF評 価 基 板 の 開 発 と 測 定 の ま と め
イ ク ス ト ッ プ ラ イ ン に よ る 基 板 伝 送 路 の 測 定 結
果 に つ い て
Table 3 に 記 し た よ う に , シ ン ル モ ー 伝 送 路 の 特
性 イ ン ー ン ス 目 標 の 50Ω に 対 し て 45Ω , 差 動 伝 送 路 の 差 動 イ ン ー ン ス 目 標 の100Ω に 対 し て85Ω に , 当 初 ,5% 以 内 の 精 度 を 目 指 し て い た の で , 不 十 分 結 果 と た .
判SB伝 送 路 とLAN伝 送 路 の 測 定 結 果 に つ い て
い 基 板 の 配 線 の 影 響 小 さ い と 思 わ , 妥 当
測 定 結 果 得 た .
4.
お わりに
RF 評 価 基 板 の 開 発 で , 基 板 に 形 成 し た イ ク ス
ト ッ プ ラ イ ン の 特 性 イ ン ー ン ス の 精 度 不 十 分 で
あ た 点 に つ い て , 基 板 の 製 作 委 託 先 ー カ ー や , 熊 本
県 産 業 技 術 セ ン タ ー の ネ ッ ト ワ ー ク ア ナ ラ イ 測 定 担 当
者 , 一 般 的 に 基 板 の 材 質 や 寸 法 に 1割 程 度 の 誤 差 あ , 簡 単 テ ス ト に よ 特 性 を 確 認 し , 誤 差 を
ー ッ ク し た で 本 格 的 製 作 に 入 る こ と 大
と い う 助 言 を 受 け た .
未 実 施 で て い い TDR 測 定 の ア イ パ タ ー ン 表 示 機 能 等 に つ い て , 今 後 , 確 認 す る こ と に し て い る .
謝
辞
本 研 究 を 進 る に あ た て , 高 周 波 電 磁 界 解 析 ソ ト ウ
ア SONNET の 操 作 に 関 し て 度 々 助 言 い た い た
(有)ソ ネ ッ ト 技 研 取 締 役 石 飛 昌 氏 ,4 ー ト ネ ッ
ト ワ ー ク ア ナ ラ イ に よ る 測 定 で 世 話 に た 熊 本 県
産 業 技 術 セ ン タ ー の く 室 石 賢 治 氏 , 基 板 設 計
や 測 定 結 果 の 評 価 で 助 言 い た い た キ シ ス テ
垣 佳 克 氏 に 謝 意 を 表 し ま す .
参 考文献
(1) 大 分 県 産 業 科 学 技 術 セ ン タ ー ニ ュ ー ス ,
2010年 度 第154号 微 弱 無 線 利 用 計 測 に け る
高 感 度 受 信 と 受 信 範 囲 拡 大
Fig.18 モ ュ ラ ー ッ ク 接 続
Fig.19 シ ン ル モ ー で の RX 伝 送 路 測 定 回
イ チ ゴ 収 穫 シ
ュ
ー タ に 関 す る 研 究
竹 中 智 哉
*水 江 宏
**安 部 貞 昭
***中 尾 浩 明
****電 子 情 報 担 当 **機 械 金 属 担 当 ***大 分 県 農 林 水 産 研 究 指 セ ン タ ー
R e 上 e ぐ ち 続 h o n 下 h e 上 i m つ せ ぐ 下 o ち 下 o た ち e こ i 続 下 下 h e h ぐ ち 不 e 上 下 o f 上 下 ち ぐ 与 継 e ち ち i e 上
T o m o と ぐ T A K E N A K A
*H i ち o 上 h i M I Z 判 E
**S ぐ こ ぐ ぐ ず i A B E
* **H i ち o ぐ ず i N ぐ ず ぐ o
* ***
E せ e 続 下 ち o n i 続 I n f o ち m ぐ 下 i o n ) i 不 i 上 i o n * *
M e 続 h ぐ n i 続 上 ぐ n こ M ぐ 下 e ち i ぐ せ 上 E n g i n e e ち i n g ) i 不 i 上 i o n ***
O i 下 ぐ
P ち e f e 続 下 つ ち ぐ せ A g ち i 続 つ せ 下 つ ち e , F o ち e 上 下 ち と ぐ n こ F i 上 h e ち i e 上 R e 上 e ぐ ち 続 h ( e n 下 e ち .
要
旨
成 25 年 度 , 産 業 科 学 技 術 セ ン タ ー と 大 分 県 農 林 水 産 研 究 指 セ ン タ ー , 大 分 県 の イ チ ゴ の 基 幹 品 種 で あ る さ ほ の に つ い て , 生 産 性 や 品 質 の 向 の た に 環 境 情 報 よ び 生 育 情 報 収 穫 期 よ び 収 量 を 予 測
す る 共 同 研 究 を 実 施 し て い る . 現 在 , 園 芸 作 物 の 環 境 要 因 収 穫 に 与 え る 影 響 に 関 す る 研 究 黎 明 期 に あ た ,
環 境 情 報 を の よ う に 取 扱 い , ま た 組 合 せ て 制 御 し た 場 合 に , 生 産 性 を 向 さ せ る に つ い て 十 分 知 見
得 て い い . そ こ で , 本 年 度 , 先 行 例 の 調 査 を 行 い , 大 分 県 農 林 水 産 研 究 指 セ ン タ ー に て , こ ま で に
得 た 情 報 積 算 温 度 と CO2 濃 度 収 穫 に 与 え る 影 響 を 分 析 し た . ま た , 液 肥 の 排 液 量 を 計 測 で る シ ス テ を 開 発 し , 吸 水 量 収 穫 に 与 え る 影 響 を 分 析 で る 環 境 を 構 築 し た .
1.
はじめに
近 年 , 農 業 の 大 規 模 化 や 企 業 の 農 業 へ の 参 入 増 加 し
て い る . こ の よ う 大 規 模 生 産 施 設 で , 市 場 価 格 の
変 動 に よ る 経 営 的 ス ク を 最 小 限 に 抑 え る 目 的 に
よ , 出 荷 先 と 契 約 を 行 て い る 場 合 多 い . 契 約
の 場 合 , 出 荷 先 生 産 者 の 提 出 す る 収 量 予 測 を と
に 販 売 計 画 を 立 て る こ と に る た , 精 度 の 高 い 収 量 の
予測 求 ている.
ま た , 新 し く 農 業 に 参 入 す る 場 合 , 生 産 性 や 品 質 を 向
さ せ る た に 必 要 ノ ウ ハ ウ を 持 て , 手 探
の 方 法 と る . そ の た , 生 育 条 件 に よ 収 量 を 増
や す 方 法 や , 日 照 不 足 や 暖 冬 の 環 境 災 害 に 遭 遇 し た
場 合 で , 例 年 通 に 品 質 よ び 収 量 を 一 定 に 保 つ 方 法
を知 た ている.
こ ま で , 国 内 に い て 農 作 物 の 収 穫 期 よ び 収 量 と
環 境 要 因 原 因 変 数 の 関 係 に つ い て , 主 要 作 物 で あ
る 水 稲 の 穀 物 類 や オ ラ ン の 先 進 事 例 あ る ト ト
の 研 究 盛 に 行 わ て い る . 一 方 で ト ト 以 外 の 園 芸
作 物 , 研 究 黎 明 期 に あ た , 十 分 知 見 得 て
い い . 園 芸 作 物 , 種 類 や 品 種 に よ て 性 質 多 岐 に
わ た る た , 園 芸 作 物 一 般 の 包 括 的 解 析 難 し く , 個
別に解析する必要 ある.
特 に 大 分 県 で , 生 産 性 や 品 質 の 向 の た , イ チ ゴ
の 基 幹 品 種 で あ る さ ほ の の に 関 す る 知 見 必 要
と さ て い る . 具 体 的 に , 環 境 情 報 温 湿 度 , (O「 濃
度 , 吸 水 量 よ び 生 育 情 報 開 花 日 , 花 数
収 穫 期 や 収 量 を 予 測 し , 予 測 結 果 に 基 い て 環
境 を 管 理 制 御 す る こ と で , ー ケ ッ ト ニ ー に 応
た 収 穫 パ タ ー ン の 実 現 を 容 易 に す る こ と 望 ま て い
る.
そ こ で , 本 年 度 , 競 合 状 況 よ び 参 考 情 報 を 得 る た
に , 国 内 に け る 収 穫 に 関 す る 予 測 技 術 の 製 品 化 状 況
を 調 査 し た . そ し て , 大 分 県 農 林 水 産 研 究 指 セ ン タ ー
以後,農研センター にて,こ までに得 た情報
積算温度とCO2 濃度 収穫に与える影響を分析した. ま た , 液 肥 の 排 液 量 を 計 測 で る シ ス テ を 開 発 し , 吸
水量 収穫に与える影響を分析で る環境を構築した.
2.
収穫予測に関
る国内の先行例
製品例
特許 よびWEB検索によ ,国内に ける収穫に関す る 予 測 技 術 の 製 品 化 状 況 を 調 査 し た 結 果 を 下 記 の 一 覧 で
示す.
原 因 変 数 と し て 主 に 有 効 積 算 温 度 を 使 用 し て い る こ と
わ る . 有 効 積 算 温 度 と , 作 物 の 生 育 に 寄 与 す る 基
準 温 度 を 超 え た 日 均 温 度 を 積 算 し た の で あ る . 予 測
精 度 に つ い て , い 発 表 さ て い い の で 評 価
で い . 近 年 , 製 品 の 提 供 ま た の や 今 後 提
供 開 始 予 定 の の で あ る た , 今 後 の 動 向 に つ い
て注視していく.
●先行例 製品例 一覧
形 の 回 帰 分 析 を 行 い , 温 度 や 日 射 量 , 潅 水 量 の 日 積 算 値
と差分値 2 逬間後の可販果収量を予測.蓄積 ータ 量 数 十 年 に 予 測 精 度 向 . 豊 橋 技 術 科 学 大 学
で 開 発 さ た ー タ イ ニ ン 技 術 を シ ー と し て , 愛
知 県 農 業 総 合 試 験 場 と 連 携 し て 評 価 し , 日 本 オ ペ ー タ
よびIT工房Z 成23年 提供中.
食 農 ク ラ ウ Akisai:露 地 菜 , 園芸 作 物 特 に葉
物 菜 に つ い て , 有 効 積 算 温 度 収 穫 期 を 予 測 .
暦 の 最 適 化 を 目 指 し た 製 品 で 収 量 の 予 測 で い 模
様.富士通 成26年4 に提供開始予定.特許を2件 出願中.
収 穫 予 測 モ ル : 露 地 菜 に つ い て , 気 象 情 報 よ び
病 害 虫 の 発 生 状 況 , 作 業 実 績 収 穫 期 と 収 量 を 予 測 .
園 芸 作 物 へ の 適 用 に つ い て 不 明 . 農 業 生 産 法 人 に 製
品 を 無 償 提 供 . 流 通 企 業 や 外 食 チ ー ン , 金 融 機 関 に 収
穫 予 測 ー タ を 有 償 で 販 売 . 農 作 物 の 安 定 調 達 や 与 信 管
理での利用を狙う.NTT ータ よび日本総研 出資す るJSOL 成26年1 に提供を開始.
農業 ICT クラウ サービス:園芸作物について,収穫
期 の 予 測 を 検 討 中 . 協 力 農 業 法 人 で あ る つ た て 工 房
重県 にて,イチゴ 品種: ,章姫 とト
ト に 対 し て , 環 境 情 報 と 手 法 , 品 質 結 果 そ の
関連を調べている.NEC よびネ ン,イーラボエクス ペ エンス 共同で製品化を検討中.
3.
原因変数の分析
農 研 セ ン タ ー に て 成 さ た さ ほ の 得
た 情 報 収 穫 期 よ び 収 量 に 影 響 を 与 え る 原 因 変 数
を分析した.
3.1 積算有効温度と成熟日数
生 産 者 の 経 験 則 や 先 行 例 調 査 の 結 果 を 踏 ま え , ま
収 穫 期 と 関 係 深 い と 考 え る ハ ウ ス 内 気 温 と 成 熟 日
数の関係について分析した.分析に ,2009年と2010年 の 記 録 を 用 い た . カ 年 と 南 の 単 棟 ハ ウ ス に
て , 大 分 県 方 式 Y 型 高 設 装 置 を 用 い て 最 低 夜 温 6 ℃ , 昼 温 28℃ で 管 理 さ ,CO2 無 施 肥 で さ た.
成熟日数の経時変化をFig.1に示す.成熟日数 開花 果 実 分 着 色 に る ま で の 日 数 で , 果 実 毎 に 調 査
し,半旬単位で 均値を算出している.成熟日数 30日
60日で,12 中旬に開花した の 最 長い.
基準温度 0℃,10℃の場合の有効積算温度と成熟期間 の 均気温の関係をFig.2に示す.積算温度 ,中央
Fig. 1 成熟日数の経時変化
Fig. 2 有効積算温度と成熟期間の 均気温
Fig. 3 基準温度と有効積算温度 均値
Fig. 4 基準温度と開花時期別有効積算温度の変動係数
の 株 近 傍 で 測 定 し た ハ ウ ス 内 気 温 算 出 し て い る .
開 花 成 熟 ま で の 日 均 気 温 の 積 算 温 度 均 で 約
あ , 成 熟 期 間 の 均 気 温 低 い 時 期 有 効 積 算 温 度
高く る.一般的 イチゴで約600℃日とさ て , さ ほ の こ に 近 い 性 質 で あ る こ と わ る . 一
方,基準温度 10℃の場合,時期によ 均気温 変動 し て , 有 効 積 算 温 度 190℃ 日 で ほ 一 定 と る .
Fig.3 に示すと ,基準温度と有効積算温度の 均値
2カ年と 類似した傾向と ている.また,基準温度と
開 花 時 期 別 有 効 積 算 温 度 の 変 動 係 数 の 関 係 を Fig.4 に 示 す . 変 動 係 数 と , ラ キ を 評 価 す る 際 に 用 い る 統 計
量で,標準偏差を 均値で割 て求 る.Fig.4 で 百分 率で表記している.一般に 20%以下 ラ キ 小 さいと判断さ る.基準温度 10℃の場合に,変動係数 最 小 さ く , 成 熟 期 間 の 均 気 温 に 影 響 さ 難 い
こと わ る.
以 の 分 析 結 果 , 成 の さ ほ の 成 熟 期
間内のハウス内気温変動に わ ,基準温度 10℃の 有効積算温度 190℃日で成熟すること わ る.
3.2 CO2 と花序の果重と糖度への影響
生産者の経験則で CO2 の施肥 よび花序 ,果実肥 大 と 糖 度 向 に 関 係 し て い る . つ ま , 収 量 と 果 実 品 質
に関係する.こ を 2011 年の 記録で確認した.本記 録のさ ほの 単棟ハウスにて,大分県方式 Y 型高設 装置を用いて最低夜温 7℃,昼温 CO2 無施肥ハ ウ ス で 28℃ , 施 肥 ハ ウ ス で 30℃ に て 管 理 さ さ た.CO2 施肥ハウスで ,7 時 9時と 15 時 17 時に CO2 施肥 実施さ た.ここで,花序と ,花の配 列状態のことで,便宜的にFig.5のように1果房の順位を 定義する.
Fig. 5 着果位置と花序の順位
CO2施肥と果重,糖度の関係をFig.6,Fig.7に示す.い
の 果 房 , 花 序 の 順 位 下 る の に 伴 い 果 重 , 糖 度
低 下 す る . 果 重 に つ い て , 頂 果 第 1 順 位 の 花 序 の 果
実 の 均果重を M[g],花序の順位を x とすると,第 x 順位の花序の 均果重y 式 1 で近似で る.
a 頂果房 第一果房
b 第一次腋果房 第二果房
c 第二次腋果房 第 果房
d 第 次腋果房 第四果房